Úthreinsun deyja tengist gerð og þykkt efnisins sem er stimplað.Óeðlilegar eyður geta valdið eftirfarandi vandamálum:
(1) Ef bilið er of stórt er burr stimplunarvinnustykkisins tiltölulega stór og stimplunargæði léleg.Ef bilið er lítið, þó að gæði gata séu betri, en slit deyja er alvarlegra, dregur verulega úr endingartíma deyja og auðvelt að valda broti á kýli.
(2) bilið er of stórt eða of lítið er auðvelt að framleiða viðloðun á kýlaefninu, sem leiðir til stimplunar með efni.Of lítil úthreinsun er auðvelt að mynda lofttæmi á milli botns kýlans og málmplötunnar og úrgangsuppkastsins.
(3) hæfileg úthreinsun getur lengt endingu mótsins, losunaráhrif eru góð, dregið úr burr og flans, plötunni haldið hreinu, ljósopið er í samræmi mun ekki klóra plötuna, draga úr fjölda mala, halda plötunni beinni, nákvæma gatastaðsetningu .
CNC kýla deyja, CNC kýla tól, CNC deyja
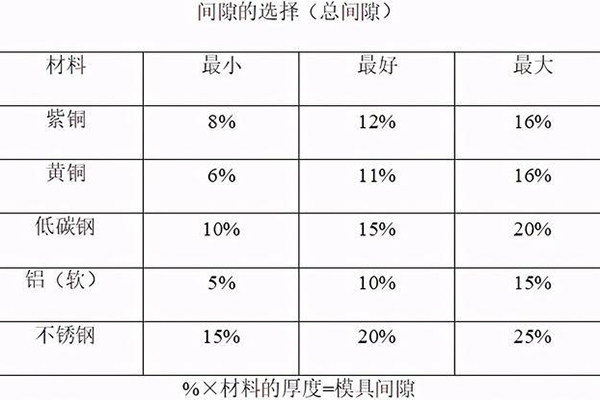
Vinsamlegast skoðaðu töfluna til að velja myglahreinsun (gögnin í töflunni eru prósentuhlutfall)
(1) Ef bilið er of stórt er burr stimplunarvinnustykkisins tiltölulega stór og stimplunargæði léleg.Ef bilið er lítið, þó að gæði gata séu betri, en slit deyja er alvarlegra, dregur verulega úr endingartíma deyja og auðvelt að valda broti á kýli.
(2) bilið er of stórt eða of lítið er auðvelt að framleiða viðloðun á kýlaefninu, sem leiðir til stimplunar með efni.Of lítil úthreinsun er auðvelt að mynda lofttæmi á milli botns kýlans og málmplötunnar og úrgangsuppkastsins.
(3) hæfileg úthreinsun getur lengt endingu mótsins, losunaráhrif eru góð, dregið úr burr og flans, plötunni haldið hreinu, ljósopið er í samræmi mun ekki klóra plötuna, draga úr fjölda mala, halda plötunni beinni, nákvæma gatastaðsetningu .
CNC kýla deyja, CNC kýla tól, CNC deyja
Vinsamlegast skoðaðu töfluna til að velja myglahreinsun (gögnin í töflunni eru prósentuhlutfall)
Upplýsingar um iðnað:
1. Hvernig á að dæma um að kenna nákvæmni NC rennibekk
Sjálfvirkur CNC rennibekkur iðnaður stendur nú frammi fyrir alvarlegu vandamáli, þar sem innflutningur hágæða CNC véla er ríkjandi.Frá viðeigandi gögnum um innflutning á CNC vélaverkfærum, síðan í nóvember 2012, sýnir innflutningur á CNC vélbúnaði í Kína í heild lækkandi þróun, en innflutningsverð hefur farið hækkandi, sem getur sýnt að innflutningur á hágæða CNC vélbúnaði heldur áfram að hækka.Ekki segja vélina sjálfa, CNC vélbúnaður er aðalvara sjálfvirkni vélbúnaðar og upplýsingaöflunar, hversu CNC kerfi hennar er mikilvægur vísir til að ákvarða hversu sjálfvirk CNC rennibekkur er.Hins vegar þarf að flytja inn 90% af innlendum CNC kerfum.
2. Hvernig virkar CNC rennibekkur
CNC rennibekkur er hægt að stilla með tvenns konar hníf borð: (1) gerð hníf borð af CNC rennibekkur framleiðanda eigin þróun og hönnun, notkun collet er einnig gerð.Kosturinn við þessa tegund af hnífaborði er lítill kostnaður við framleiðslu og framleiðslu, en skortur á hagkvæmni (2) alhliða hnífaborð byggt á alhliða forskrift (eins og VDI, frönsku tækniverkfræðingastofnuninni) og framleiðslu á hnífaborði. , CNC rennibekkur framleiðendur geta valið og útbúið í samræmi við hlutverk CNC rennibekksákvæða.1. Framleiðslugeta CNC rennibekksins er hægt að stækka mjög eftir að skurðarsnúningsborðið er sett upp á skurðarsnúningsborðinu.Til dæmis, notkun snúnings skurðarborðs til að framkvæma geislaboranir og klippa axial gróp.2. CNC rennibekkur CNC blað í CNC rennibekk eða mölun framleiðslu machining miðstöð mölun hlutum, ætti að byggjast á CNC rennibekk uppbyggingu og hægt er að setja upp á heildarfjölda CNC blað, árangursríkar og vísindalegar rannsóknir til að úthluta NC blað á tól borð hlutum , og gaum að koma í veg fyrir CNC blað í kyrrstöðu og vinnu, truflun á milli NC blað og NC rennibekkur, NC blað og vinnustykki og NC blað þess.
Verkinu má í grófum dráttum skipta í eftirfarandi ferla: 1. Framkvæma tölulegar útreikningsaðferðir og vinnsluaðferðir í samræmi við framleiðslu- og vinnslutæknilega innihald sem tilgreint er á hlutateikningum.Dreifingar- og dagskrárflæðishönnun.2. Tölulega stjórnunarvélaforritið flæðir í samræmi við tölulegar stýringar rennibekkskröfur forritsflæðisskráarsniðsins og nákvæmar skráningar í kóðun á farsímageymslubúnaðinum, í samræmi við inntakið (handvirk framleiðsla, rafræn tölvusending osfrv. .) aðferð, innihald framleiðslu- og vinnsluáætlunarinnar rennur til tölulegra stjórnunarvélabúnaðar.3. NC vélaforritsflæðið (NC kóða) samþykkt af NC vélbúnaðinum, NC kóða er breytt í eða handvirkt af hugbúnaðarforritaranum í CAM hugbúnaði, hún er upplýsingar um textagögn, tjáningin er sjónrænari, auðveldara að vera strax skilinn af hugbúnaðarforritaranum, en ekki er hægt að beita strax fyrir uppsetningu vélbúnaðar.NC vélaverkfæri NC búnaður kóðaður "kínversk þýðing" fyrir kóðunarbúnað, búnaðarkóðun er samsett úr 0 s og 1 s af tvöföldum skrám, umbreyta síðan til að vinna X og Z átt hæfni gagnamerki púlsstraums og önnur hjálpargagnamerki, og lausnir í formi mismunadrifsmerkis við úttakshöfn NC vélbúnaðarbúnaðar, servóstýringarkerfi til að framkvæma æfinguna.
3. Á regntímanum, hvernig ætti að viðhalda sjálfvirkum CNC rennibekkjum
Á rigningartímabilinu er viðhald og viðhald vélræns búnaðar mjög mikilvægt, vegna þess að í slíku veðri er búnaður líklegri til að bila og mörg svæði í Suður-Kína hafa mikla úrkomu og jafnvel sum svæði hafa flóð.Hér kynnum við hvernig á að viðhalda sjálfvirka CNC rennibekknum á regntímanum?
Sjálfvirkur CNC rennibekkur er nákvæmni framleiðslutæki, það hefur eftirfarandi þrjár meginkröfur fyrir umhverfið:
(1) staðsetja sjálfvirka CNC rennibekkinn í samræmi við meginregluna um titringsgjafa, og getur ekki haft bein sólarljós, loft þarf einnig að þorna;
(2) Kröfur um aflgjafa, aflgjafaspenna verður að vera stöðug;
(3) Kröfur um hitastig og rakastig, hitastigið ætti ekki að vera minna en 30 ℃, raki ætti ekki að vera minna en 80%.Hvers vegna þurfum við slík skilyrði?Leyfðu xiaobian að hreinsa upp ruglið fyrir þig: Fyrsti titringurinn mun hafa bein áhrif á gæði vinnustykkisins, langur tími sólarljóss útsetningar fyrir nákvæmnisstýringu sjálfvirkrar CNC rennibekkur hefur einnig áhrif;Í öðru lagi er spennustöðugleiki aflgjafans einn af mikilvægum þáttum til að tryggja eðlilega vinnu sjálfvirka CNC rennibekksins, vegna þess að íhlutir sjálfvirka CNC rennibekksins eru einnig nákvæmar hlutar, spennuóstöðugleiki er auðvelt að valda skemmdum á nákvæmni hlutum, sem leiðir til þess að sjálfvirkur CNC rennibekkur getur ekki virkað rétt;Eftir, hitastig og rakastig er einnig mikilvægur þáttur til að tryggja eðlilega notkun sjálfvirkra CNC rennibekkjarhluta, of hár hiti og raki mun leiða til minnkaðrar endingartíma kerfishluta, aukinnar bilunar og jafnvel mynda rykbindingu á hringrásinni, sem leiðir til skammhlaup.
Farðu stranglega eftir rafmagnsreglunum
1. Sjálfvirka CNC rennibekkurinn verður að vera stranglega krafist til að fá aðgang að jörðu, og notkun þriggja kjarna rafmagnstengi, draga úr rafstöðueiginleikum, bæta stöðugleika vélarinnar og vernd stjórnandans.Á sumrin, vegna óhóflegrar orkunotkunar og rigningartímabils, verður oft óstöðugleiki í aflgjafalínuspennu osfrv., sem leiðir til bilunar og jafnvel brenna ökumanninn og aðra íhluti.Mælt er með því að kaupa spennustilla af samsvarandi gerð.
2. Bættu CNC sjálfvirka notkun CNC rennibekkjar, CNC tölustýrð rennibekkur ef hlaupahraðinn er ekki hár, auk peninganna, voru áhrifin minni en æxlun, en einnig hafa áhyggjur af hlutur er ábyrgðartímabilið, vegna þess að CNC sjálfvirkur CNC rennibekkur búnaður það hefur ábyrgðartíma, notandinn ætti að nota vél á þessu tímabili, þunnur hluti verða eins fljótt og auðið er, Til að farga undir ábyrgð.Ef það er ekki notað í langan tíma getur hrörnun eða skemmdir rafeindaíhluta verið hraðari vegna raka og annarra ástæðna.Sérstaklega á regntímanum, viltu líka keyra vélina almennilega.
3. CNC sjálfvirkur CNC rennibekkur ætti að nota í góðu umhverfi vegna þess að loftið er rakt á regntímanum.Það er auðvelt að vera rakur í raka loftinu og mistakast.Og gaum að smáatriðum í vinnunni, svo passaðu þig að koma ekki með regnhlífar á framleiðslustaðinn, skipta um skó o.s.frv.
4. Hverjir eru lykilþættirnir í sjálfvirku CNC rennibekknum
1, Sjálfvirkur CNC rennibekkur spindle legur kassi: machining center spindle lega kassi festur í efri vinstri enda rúmsins.Það sendir snúningshreyfingu hreyfilsins til snældulagsins og ýtir vinnustykkinu til að snúast saman í samræmi við festinguna.Með því að breyta veltistöðunni á kassanum getur snældalagurinn fengið margs konar hraðahlutföll jákvætt og öfugt.
2, Verkfærakassi: Verkfærakassi vinnslustöðvarinnar er festur í vinstri framhlið og neðst á rúminu.Samkvæmt hangandi hjólinu er snúningshreyfing snældalagsins send til kúluskrúfunnar eða ljósskrúfunnar.Breyttu veltistöðunni á kassanum, getur breytt hraðahlutfallinu á kúluskrúfu eða ljósskrúfu og náðu síðan því markmiði að breyta tannhæð eða skurðarhraða.
3, Rennibrettakassi: Rennibrettakassi festur utan á rúmhnakknum, með rúmhnakknum saman í rúmstokknum fyrir lóðrétta endurtekna hreyfingu.Samkvæmt henni boltinn skrúfa eða ljós bar snúningur hæfni í rúm hnakkur, tvöfaldur undið disk gangandi hníf hæfni.Veltihlutinn á umbreytingarboxinu getur stjórnað lóðréttri eða láréttri líkamshreyfingu rennibekksins (staða hreyfingar líkamsræktar, byrjun eða stöðvun).
4. Hliðargrind: Hliðargrind er sett upp á vinstri hlið rúmsins.Hann er búinn skiptanlegum gírbúnaði (hangandi hjól), sem sendir snúningshreyfingu snældulagsins yfir í verkfærakistuna.Stilltu gírbúnaðinn á grindina á hangandi hjólinu og vinndu með skurðarkassanum til að fræsa þræði með mismunandi hæð.
5, Hnífaborð: hnífaborð fest í litlu draga, notað fyrir vopn og búnað rennibekk.
6, Precision CNC rennibekkur bretti: bretti inniheldur rúmhnakk, tvöfalda vindplötu, hjól og litla tvöfalda vindplötu fjóra hluta.Rúmhnakkurinn er festur á rennibrautir utan rúmbolsins og hægt er að færa hann lóðrétt eftir rennibrautum rúmbolsins.Tvöfalda vindaplatan getur færst lárétt meðfram rennibrautinni í efri enda rúmhnakksins;Litla tvöfalda vindaplatan getur hreyfst lóðrétt meðfram svifhala rennibrautinni efst á hjólinu.Eftir að hjólið snýst í eitt sjónarhorn getur litla tvöfalda vindaplatan ýtt hnífnum til að hreyfast á ská, sem er notað til að mala stutta innri og ytri keilulaga yfirborð.
7, Rennibekkur verkfærahvíldar: aftursætið er komið fyrir á rennibrautinni fyrir rúmlíkamshópinn og hægt er að færa það lóðrétt meðfram rennibrautinni fyrir rúmstokkinn.Hægt er að setja upp keiluholið á ermiforskriftinni á rennibekknum tólhaldara, snúningsbora, reamer, krana og aðra hnífa og fylgihluti, notað til að styðja við vinnustykkið, bora, bora, slá og svo framvegis.
8, Rúm líkami: Rúm líkami er grunnurinn að CNC rennibekk stuðningi.Það er fest á vinstri og hægri rúmfótum, notað til að styðja við lykilþætti rennibekksins og gera þeim kleift að halda erfiðri hlutfallslegri stöðu í vinnunni.Tveir hópar af rennibrautum á rúmbolnum veita leiðbeiningar fyrir lóðrétta hreyfingu á rúmhnakknum og rennibekknum.
9, kúluskrúfa: kúluskrúfa lykill fyrir mölun þráður, er einn af helstu fínu hlutum rennibekkjarbrúnarinnar.Til þess að halda alltaf nákvæmni kúluskrúfunnar er almennt ekki nauðsynlegt að nota kúluskrúfuna fyrir sjálfvirka klippingu.ng miðstöð?
Birtingartími: 12. ágúst 2022